



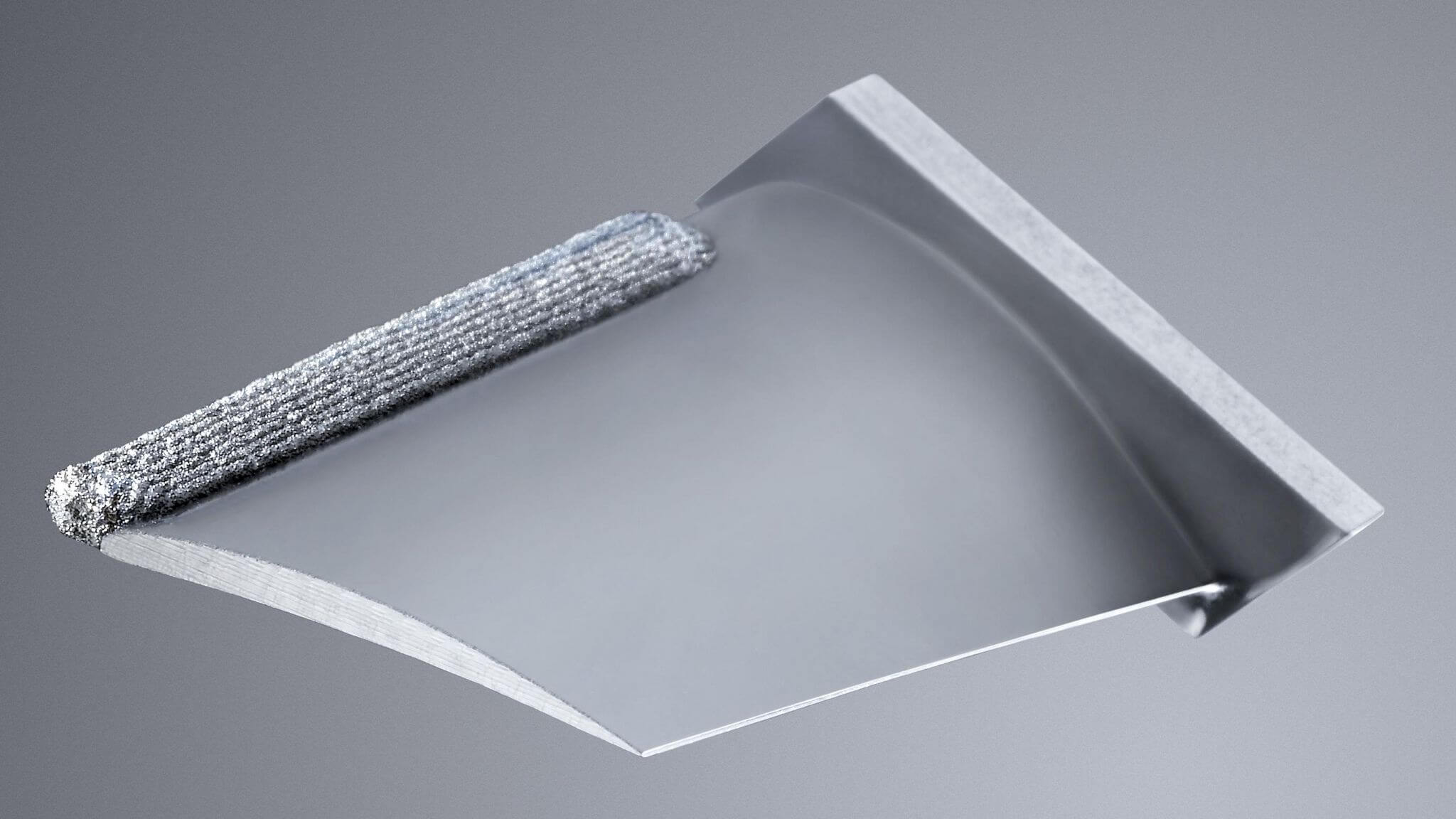


The EHLA process speeds up laser metal deposition even more, which is why it is called ”extreme high-speed laser deposition welding” (with the abbreviation ”EHLA” from the German term). This is because the powder filler material already comes into contact with the laser light above the weld pool, with the laser light heating it close to the melting point on the way to the component. The particles therefore melt more quickly in the weld pool and the energy is used much more efficiently. In this way, the EHLA process achieves feed rates of over 250 square centimeters a minute. In comparison to ”normal” laser metal deposition, this is a considerable increase as this manages up to 40 square centimeters a minute. Layers which are much thinner with a thickness of 10 to 300 micrometers can be created, too. TRUMPF has successfully managed to transfer the patented process – developed by the Fraunhofer Institute for Laser Technology – into series production.
Structures can easily be applied by laser metal deposition to reinforce components locally or to adapt them in terms of geometry. The component underneath can be made of more cost-effective materials. Components can be upgraded or protected against strong mechanical or chemical stresses with a protective layer against corrosion and wear. In comparison to conventional processes such as plasma transferred arc welding or thermal spraying, the workpiece is only subject to low thermal stresses during laser metal deposition, meaning that there is a low risk of distortion. LMD is also much more cost effective due to its high degree of automation and reproducibility.
Laser metal deposition opens up wide-ranging design freedom in the individual manufacture of components, above all in comparison to generic press molds. Using laser metal deposition with filler material, completely new structures can be formed, or the shape and surface of existing components can be modified. Large components which do not fit in the build chamber of a 3D printer can also be completely generated in this way.
Expensive components with high production costs can easily be repaired using laser metal deposition with filler material, meaning that the part or tool is back in use again fast. In this way, you not only save time from any long procurement and delivery times, but also money. This is due to the fact that it is much more cost effective to repair a component than to buy a new one when it comes to expensive materials such as nickel-based alloys. Design changes can also be made on the component. In comparison to alternative processes such as patching, during which metal plates are attached to the faulty areas, plasma transferred arc welding or classic TIG welding, LMD creates low thermal stresses and is very precise – which guarantees an excellent level of reproducibility.
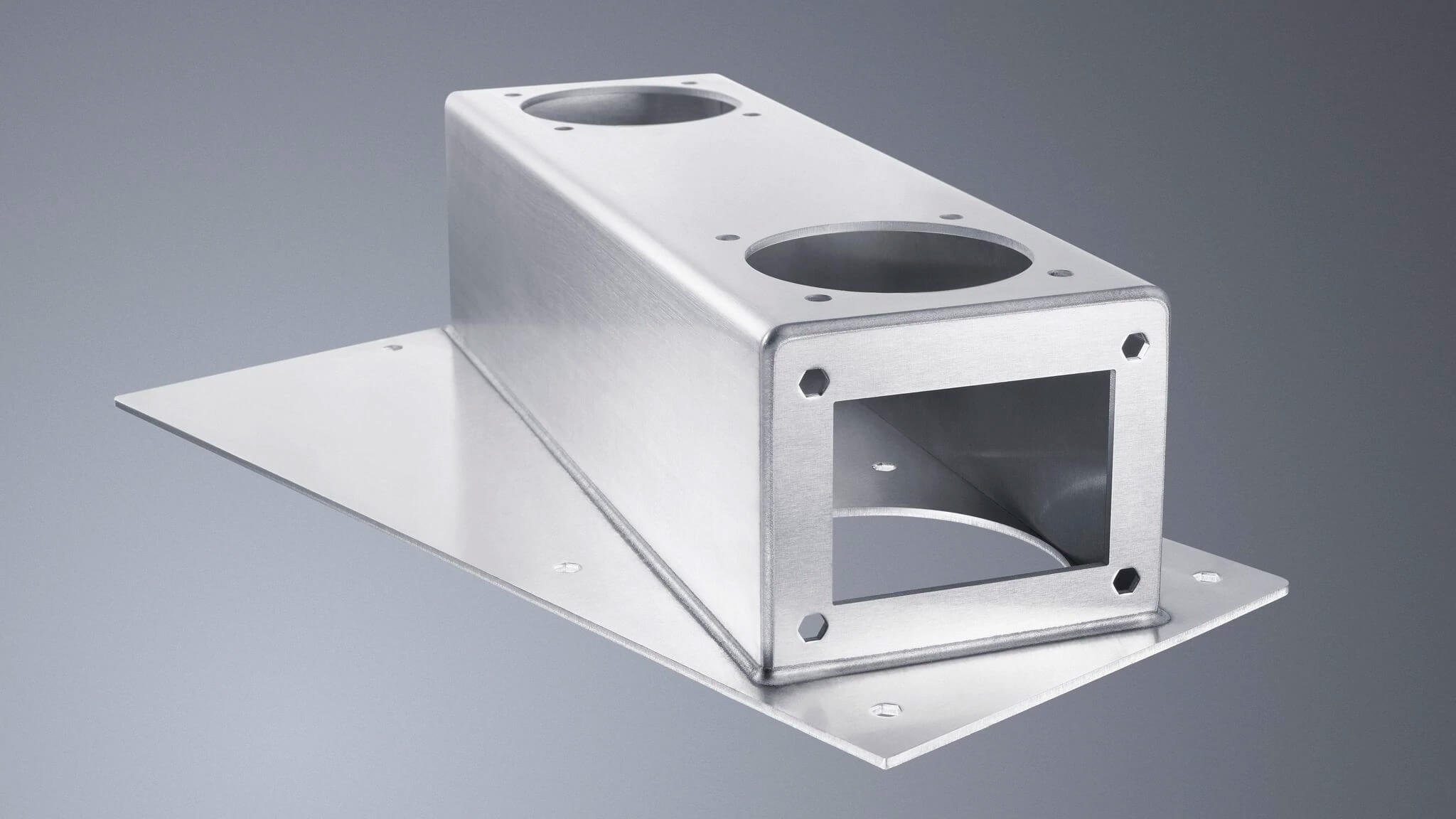
Laser metal deposition with filler material can also be used as a joining process for welding components that are unsuitable for laser welding. Due to LMD, relatively large gaps can be bridged and components can be welded tightly without any time-consuming preparations. During laser metal deposition, uniform, tight seams are created, which generally require less post-processing. The coaxial powder feed also makes the joining process three dimensional and independent of direction in comparison to wire welding. Different materials such as steel and cast aluminum can also be joined, for batteries for electric motors for example.